
Когда слышишь ?голографическая ламинированная бумага?, первое, что приходит в голову — яркие этикетки на бутылках или подарочные упаковки. Но на деле, это лишь верхушка айсберга. Многие, даже в отрасли, недооценивают сложность процесса, сводя всё к наклеиванию блестящей плёнки. Основная ошибка — думать, что ключевой параметр это только визуальный эффект. На самом деле, адгезия слоёв, стабильность голографического рисунка при ламинации и, что критично, последующая печать или тиснение — вот где кроются настоящие подводные камни. У нас в работе был случай, когда партия бумаги для премиального алкоголя пошла в брак именно из-за микротрещин в лаковом слое после горячего тиснения, хотя сам голографический эффект был безупречен.
Итак, начнём с основы. Не всякая базовая бумага подходит. Она должна иметь определённую плотность, гладкость и, что важно, минимальную склонность к деформации при намокании клеем или лаками. Мы сотрудничаем с производителями специализированной бумаги, такими как ООО Цзянсу Чуанлун Новые Материалы и Технологии. Их профиль — как раз разработка и производство специальных видов бумаги и функциональных плёнок, что для нас критически важно. Не реклама, а констатация факта: найти поставщика, который понимает разницу между бумагой для печати и бумагой-основой для последующего ламинирования голографической плёнкой — это уже половина успеха.
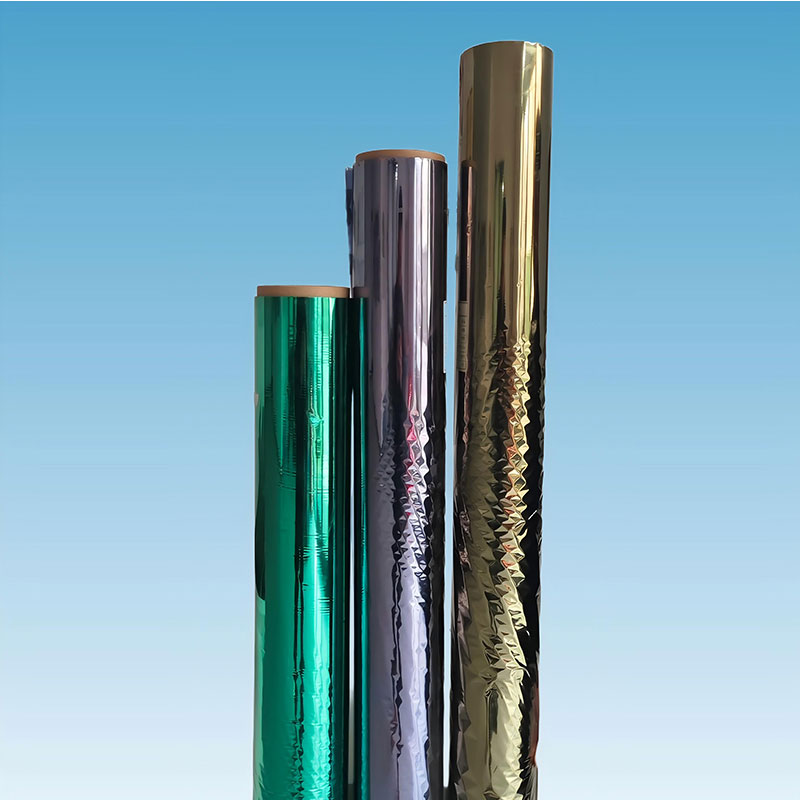
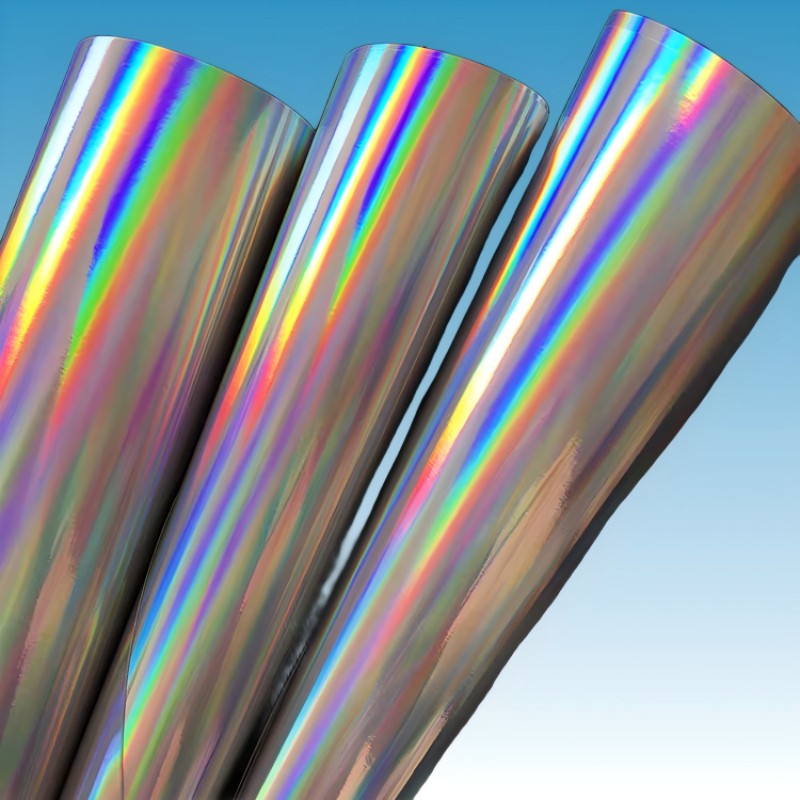
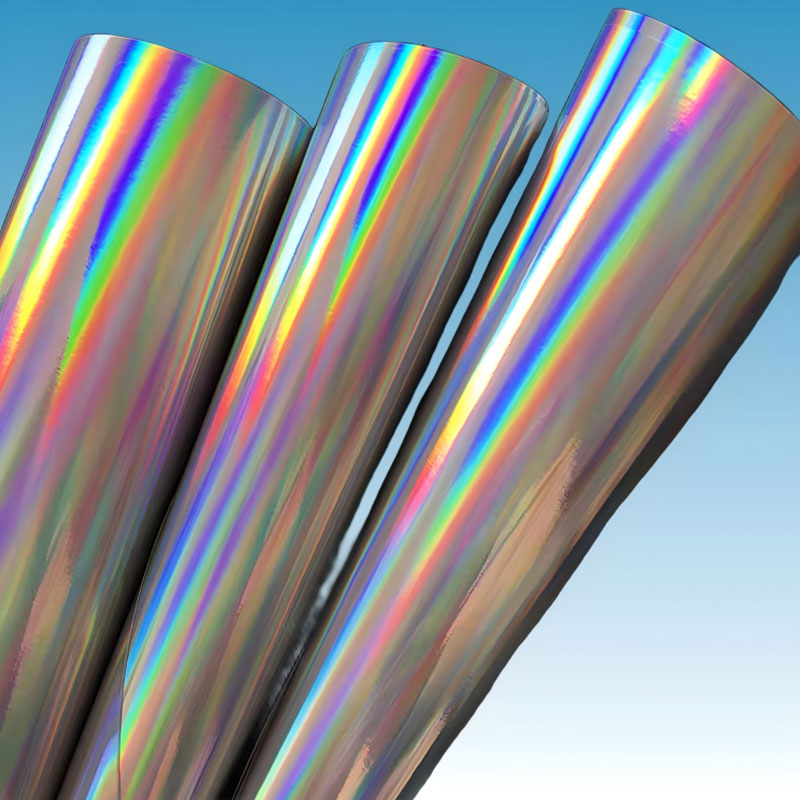
Следующий слой — собственно, голографическое покрытие. Здесь важно не просто нанести дифракционную структуру, а обеспечить её сохранность. Плёнка бывает разная: одни типы рассчитаны на ламинацию горячим способом, другие — холодным. Выбор зависит от того, что будет дальше. Если после ламинации планируется УФ-печать, то нужна плёнка с определённой поверхностной энергией, иначе чернила будут скатываться. Опытным путём выяснили, что некоторые поставки из Юго-Восточной Азии дают красивый, но нестабильный рисунок — при малейшем перегреве в ламинаторе голограмма ?плывёт?. Поэтому теперь всегда запрашиваем тестовые образцы на конкретное оборудование.
И, наконец, защитный ламинационный слой. Часто его недооценивают, считая формальностью. Но именно он принимает на себя удар при дальнейшей обработке: резке, биговке, тиснении фольгой. Была история с упаковкой для кондитерских изделий: заказчик хотел после ламинации ещё и конгревное тиснение. Стандартный ламинационный полиэстер не выдержал давления — пошёл на отслоение. Пришлось подбирать композитный материал с повышенной эластичностью, что, естественно, ударило по себестоимости, но спасло проект.
Теория — это одно, а цех — совсем другое. Даже имея идеальные материалы, можно загубить партию на этапе ламинации. Главный враг — пыль. Мельчайшая пылинка, попавшая между бумагой и плёнкой, даёт видимый на просвет дефект, который для премиальной упаковки неприемлем. Пришлось организовывать зону предламинирования с принудительной вентиляцией и влажностным контролем. Казалось бы, мелочь, но без этого о стабильном качестве можно забыть.
Ещё один нюанс — скорость. Оптимальная скорость ламинации для голографической ламинированной бумаги — это всегда компромисс между производительностью и качеством адгезии. Слишком быстро — клей не успевает активироваться равномерно, остаются ?сухие? зоны. Слишком медленно — возможен перегрев плёнки и деформация голограммы. Для каждого типа комбинации ?бумага-клей-плёнка? мы выводили свои параметры эмпирически, записывая в журнал. Это тот самый know-how, который не найдёшь в технических паспортах.
Контроль качества. Здесь нельзя полагаться только на визуальный осмотр. Обязателен тест на отслаивание (peel test) не только сразу после производства, но и после вылеживания материала в течение 24 часов. Бывало, что адгезия казалась отличной, но через сутки под воздействием внутренних напряжений в материале начиналось отслоение по краям. Особенно это критично для продукции, которая будет храниться в условиях переменной влажности, например, для табачной упаковки или обёртки для кондитерских изделий.
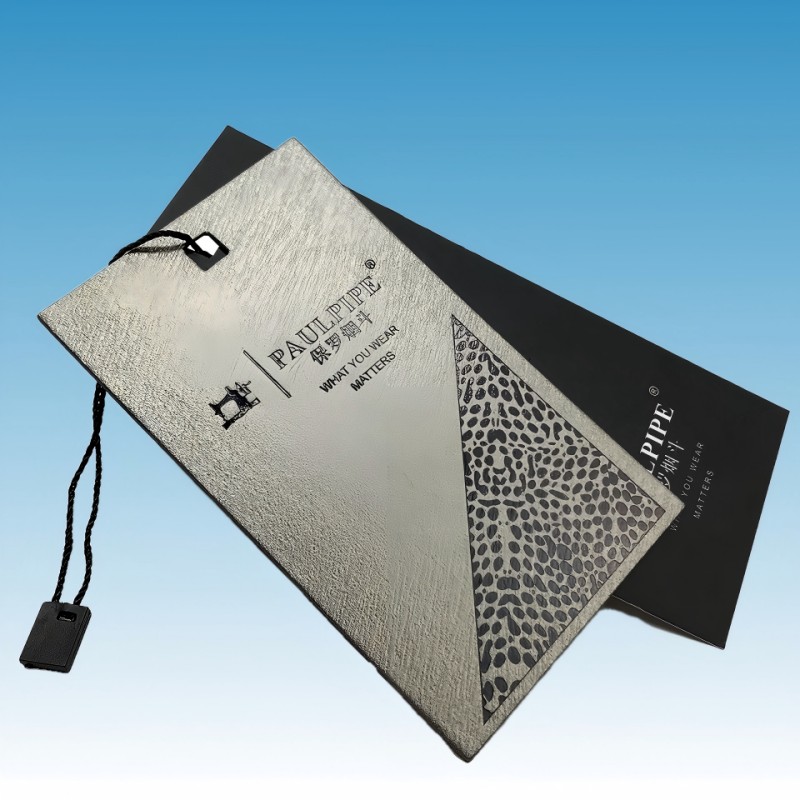
Требования к материалу кардинально меняются в зависимости от конечного продукта. Возьмём, к примеру, упаковку для алкоголя. Здесь важна не только стойкость к истиранию, но и химическая инертность. Этикетка может контактировать с конденсатом на бутылке, а иногда и с самим алкоголем при неаккуратном наполнении. Мы тестировали образцы, погружая их в водно-спиртовые растворы — некоторые лаки мутнели, теряя весь вид. Поэтому для таких заказов ищем плёнки с особым защитным покрытием.
Совсем другие задачи у табачной отрасли. Здесь голографическая ламинированная бумага часто используется для оформления пачек. Ключевой момент — точность совмещения (регистрация) рисунка при высокой скорости упаковочных линий. Если ламинация проведена с даже небольшим перекосом, это приведёт к браку на этапе автоматической резки и фальцовки пачки. Работали над заказом для одного крупного производителя — пришлось калибровать оборудование с точностью до десятой доли миллиметра, используя бумагу со стабильными геометрическими параметрами, подобную той, что производит ООО Цзянсу Чуанлун в линейке специальной бумаги для табачной продукции.
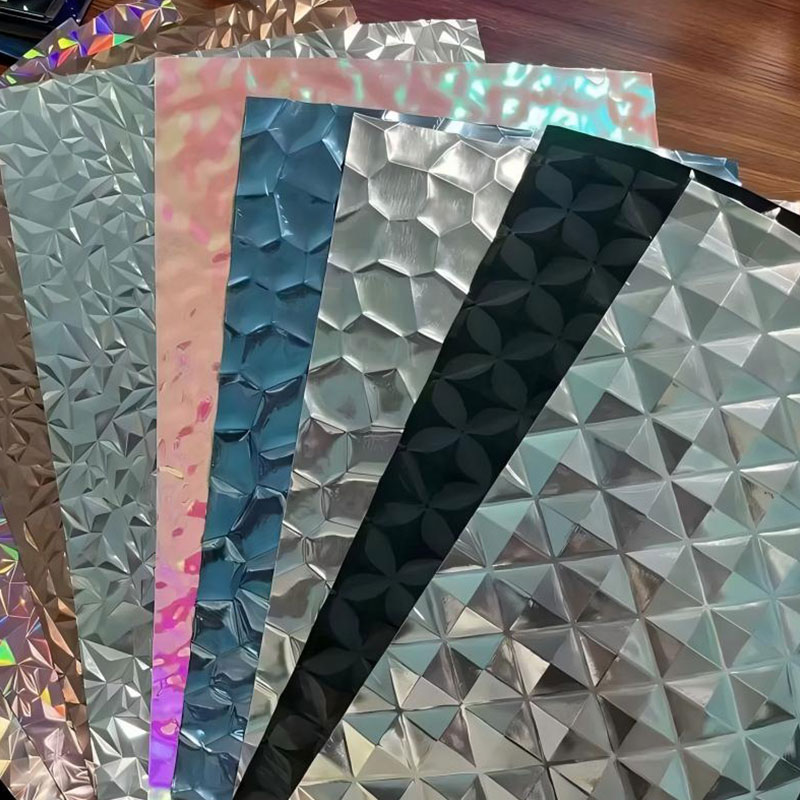
А вот для упаковки товаров повседневного спроса, например, косметики или подарочных наборов, на первый план выходит декоративность и стоимость. Здесь можно использовать более доступные типы голографических плёнок, возможно, с менее сложным дифракционным рисунком. Но и здесь есть подвох: такая упаковка часто подвергается механическим воздействиям на полке магазина. Поэтому тест на царапаемость (scratch test) для этого сегмента обязателен. Нередко приходится идти на компромисс, выбирая между яркостью эффекта и его стойкостью.
Одна из самых сложных задач — совместить голографическую ламинацию с последующей печатью. Не все голографические поверхности дружелюбны к чернилам. Для офсетной печати с УФ-отверждением нужна поверхность с высокой энергией. Иногда приходится использовать грунтовочные лаки, что добавляет этап и риск. А вот для трафаретной печати или горячего тиснения фольгой — свои нюансы. Фольга для тиснения должна иметь адгезию к защитному ламинационному слою, а не к голограмме под ним.
Пробовали работать с цифровой печатью по уже заламинированной поверхности. Результат был неоднозначным. С одной стороны, это открывает возможности для персонализации. С другой — некоторые типы цифровых чернил (особенно на водной основе) плохо закреплялись, давали блёклые цвета. Пришлось сотрудничать с производителями чернил, в том числе изучая предложения по экологичным водным чернилам, которые, к слову, также входят в ассортимент компании ООО Цзянсу Чуанлун Новые Материалы и Технологии. Их исследования в области функциональных покрытий иногда дают неожиданные ключи к решению наших прикладных задач.
Вырубка и биговка. Заламинированный материал становится жёстче. Ножи для вырубки тупятся быстрее, требуется более частое обслуживание штанцформ. А при биговке (создании линии сгиба) есть риск растрескивания ламинационного слоя, если глубина и угол биговки подобраны неправильно. Для каждого нового типа комбинации материалов мы делаем пробные вырубки, подбирая усилие. Это рутина, но без неё — прямой путь к производственным потерям.
Стоимость голографической ламинированной бумаги складывается не только из цены за квадратный метр. Надо учитывать обрезки (отходы при вырубке сложных форм могут достигать 30-40%), стоимость простоев оборудования при переналадке под конкретный материал, а также логистику. Голографические плёнки, особенно премиальные, часто поставляются из-за рубежа. Это значит — таможня, сроки, риск повреждения рулонов при транспортировке. Один раз получили партию с вмятинами по кромке рулона — пришлось обрезать, теряя полезную ширину.
Складирование — отдельная тема. Материал чувствителен к перепадам температуры и влажности. Хранить его нужно в определённых условиях, иначе можно получить коробление основы или изменение адгезионных свойств клеящего слоя. Инвестиции в климат-контроль на складе для таких материалов окупаются снижением брака. Это не очевидная статья расходов для тех, кто только собирается работать с таким продуктом.
И последнее — минимизация партий. Крупные заказчики из сегмента FMCG (товары повседневного спроса) часто требуют быстрых поставок относительно небольшими тиражами под разные промо-акции. Это значит, что нужно иметь на складе или оперативно заказывать не готовую голографическую ламинированную бумагу, а её компоненты: базовую бумагу и плёнку. И здесь важна слаженная работа с поставщиками, которые могут обеспечить быструю отгрузку качественных материалов. Способность компании самостоятельно осуществлять импортно-экспортные операции, как это делает, например, ООО Цзянсу Чуанлун, становится для нас, переработчиков, серьёзным конкурентным преимуществом их как партнёра, так как это сокращает сроки и снижает риски.