
Когда говорят про материалы для горячего фольгования упаковки табачных изделий, многие сразу думают просто о плёнке и фольге. Но на деле — это целый комплекс, где мелочи решают всё: от адгезии до устойчивости к истиранию на конвейере. Частая ошибка — гнаться за ярким блеском, забывая, как поведёт себя материал при резких перепадах температуры в цеху или при контакте с клеем. Сам сталкивался, когда заказчик жаловался на отслоение тиснения после упаковки — проблема оказалась не в фольге, а в неправильно подобранной грунтовочной бумаге, которая не выдержала влажности.
Основу, конечно, составляет фольга — но не та, что для кухни. Речь о многослойных композитах, где каждый слой выполняет свою функцию. Несущий слой, разделительный, лаковый, металлизированное или пигментное покрытие… Если где-то экономить, например, на адгезионном слое, тиснение получится нестойким. У нас был случай с партией для премиальных сигарет: фольга отлично легла на картон, но через неделю хранения на складе с повышенной влажностью края начали ?заворачиваться?. Пришлось разбираться — оказалось, поставщик изменил рецептуру разделительного слоя, не предупредив.
Особенно капризна бумага-основа. Она должна быть не просто гладкой, а иметь определённую пористость и плотность, чтобы равномерно принимать тепло и давление. Слишком плотная — плохо передаёт изображение, слишком рыхлая — рвётся в машине. Многие недооценивают роль влагосодержания. Помню, на одном производстве летом начался брак: фольга отставала клочьями. Виновником оказалась бумага, которая отсырела при транспортировке и не была акклиматизирована в цеху.
И конечно, клей или термоактивный слой. Здесь важен баланс между температурой активации и скоростью работы линии. Если клей ?схватывается? слишком медленно, это тормозит всю линию; если слишком быстро — не успевает правильно передать детализацию. Часто проблемы возникают при переходе на новый вид упаковки, например, с глянцевого лака на матовый — параметры тиснения могут кардинально отличаться.
В работе с табачной упаковкой есть своя специфика. Например, многие материалы для горячего фольгования должны соответствовать жёстким нормам по миграции веществ — ведь упаковка напрямую контактирует с продуктом. Не всякая краска или металлизированный слой здесь подойдут. Приходится запрашивать у поставщиков не только технические паспорта, но и протоколы испытаний на безопасность.
Скорость производства — отдельная головная боль. На высокоскоростных линиях, которые сейчас ставят крупные табачные комбинаты, материал должен идеально отделяться от основы при минимальном времени контакта с клише. Если фольга ?тянется? или рвётся, это мгновенно ведёт к простою. Поэтому мы всегда тестируем новые партии не на стенде, а прямо на образцах оборудования заказчика, максимально приближенно к реальным условиям.
Ещё один момент — взаимодействие с послепечатной обработкой. Допустим, сделали безупречное тиснение, но потом упаковку нужно ламинировать или нанести УФ-лак. Не все фольги совместимы с этими процессами. Бывало, что лаковое покрытие сворачивало металлизированный слой в морщины. Теперь это обязательный пункт в техзадании: уточнять, что будет после тиснения.
В поисках стабильного качества и технологических решений мы обратились к компании ООО Цзянсу Чуанлун Новые Материалы и Технологии. Их профиль — как раз разработка и производство функциональных материалов, включая изделия из фольги для горячего тиснения и материалы для покрытия фольги горячего тиснения. Что важно, они не просто продавцы, а научно-исследовательское предприятие, что чувствуется в подходе.
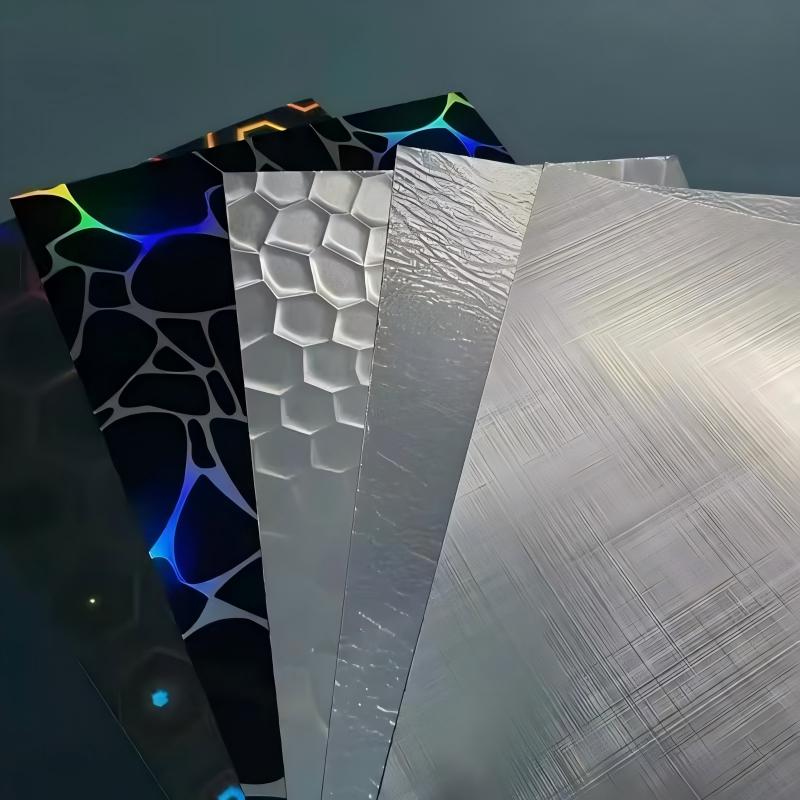
С их помощью, например, удалось решить проблему с тиснением на табачном картоне со сложной фактурой поверхности. Стандартная фольга ложилась неравномерно. Специалисты ООО Цзянсу Чуанлун предложили модифицировать клеевой слой под конкретную пористость нашего картона. Подробности их ассортимента и подход можно увидеть на их сайте https://www.chuanglong.ru, где представлена вся линейка — от специальных бумаг для фильтров до функциональных плёнок.
Их продукция для табачной отрасли — это не абстрактные образцы, а материалы, заточенные под реальные процессы. Например, их фольги для горячего тиснения изначально тестируются на устойчивость к истиранию и перегибу, что критично для пачек, которые носят в кармане. Это тот случай, когда поставщик глубоко вникает в специфику конечного применения, а не просто предлагает каталог.
Температурный режим — это святое. Для разных видов фольги и основы он может отличаться на 10-15 градусов, и это уже критично. Слишком низкая температура — неполный перенос, слишком высокая — подпалины бумаги или ?заплывание? деталей. У себя в лаборатории мы завели журнал для каждого типа материала, куда вносим оптимальные настройки для конкретных машин. Со временем это экономит кучу времени и сырья.
Контроль клише — отдельная история. Даже самый лучший материал для горячего фольгования не спасёт, если клише изношено или неправильно гравировано. Регулярно сталкиваемся с тем, что заказчики пытаются сэкономить на переточке клише, а потом винят во всех грехах фольгу. Приходится объяснять, что глубина, угол гравировки и полировка поверхности — это 50% успеха.
Нельзя забывать и о условиях хранения материалов. Фольга и бумага чувствительны к влажности и температуре. Идеально — хранить в оригинальной упаковке в контролируемом климате. Однажды пришлось списать целую паллету фольги, которую оставили на ночь у открытого окна в дождливую погоду. Материал набух, и о точном тиснении можно было забыть.
Стоимость материалов — лишь часть уравнения. Надо считать общую эффективность: процент брака, скорость линии, простой. Иногда дорогая, но технологичная фольга оказывается выгоднее дешёвой, потому что даёт в разы меньше отходов. Особенно это видно на больших тиражах табачной упаковки, где каждая секунда простоя — это огромные убытки.
Сейчас всё больше внимания уделяется экологичности. Тенденция к использованию водных красок и биоразлагаемых компонентов затрагивает и материалы для горячего фольгования. Например, некоторые производители уже предлагают фольги с уменьшенным содержанием тяжёлых металлов или на биооснове. Думаю, в ближайшие годы это станет не преимуществом, а стандартом отрасли, особенно в Европе.
Ещё один тренд — индивидуализация и малые тиражи. Для табачного рынка это пока не так актуально, как для других сегментов, но запросы на уникальное оформление для лимитированных серий растут. Это требует от материалов гибкости: возможности работать с разными основами и обеспечивать высокое качество даже на коротких производственных runs.
В итоге, работа с материалами для горячего фольгования упаковки табачных изделий — это постоянный баланс между технологией, экономикой и практическим опытом. Не бывает универсального решения, только подобранное под конкретную задачу, машину и условия. И главное — иметь дело с поставщиками, которые понимают эту сложность, как, например, ООО Цзянсу Чуанлун Новые Материалы и Технологии, чьи разработки в области специальных бумаг и функциональных плёнок реально помогают закрывать такие комплексные задачи.