
Когда говорят о металлизированной фольге для термопереноса, многие сразу представляют себе просто блестящую полосу, которую припрессовали к упаковке. На деле же, это целый комплекс материаловедческих задач — от адгезии слоёв до поведения плёнки в момент контакта с нагретым клише. Частая ошибка — считать, что главное это визуальный эффект, а нюансы вроде термостойкости лакового слоя или грануляции металла в напылении — дело десятое. На практике именно эти ?мелочи? определяют, будет ли тиснение держаться на материале-основе или начнёт отслаиваться через месяц.
Если разбирать рулон, то структура обычно многослойная: полиэфирная плёнка-носитель, разделительный слой, слой лака, металлическое напыление (чаще алюминий, но бывают и специальные составы) и адгезивный слой. Казалось бы, схема стандартна. Но вот в чём загвоздка: пропорции и химический состав каждого слоя — это ноу-хау производителя. Например, слишком жёсткий разделительный слой может привести к неполному переносу, а слишком активный адгезив — к забиванию деталей клише. Мы в своё время намучились с партией, где адгезив был рассчитан на PVC, а мы работали с лакированным картоном для премиального алкоголя. Результат — пятнистый перенос, будто фольга ?не прилипла? местами. Пришлось срочно искать замену.
Именно поэтому сейчас мы внимательно смотрим на спецификации поставщиков. К примеру, в ассортименте ООО Цзянсу Чуанлун Новые Материалы и Технологии (https://www.chuanglong.ru) линейка изделий из фольги для горячего тиснения выделена отдельно. Это не случайно — компания позиционирует себя как научно-исследовательское предприятие, а значит, теоретически, должна прорабатывать эти слои под разные задачи. В их сфере — упаковка для алкоголя и табака, где требования к стойкости и точности тиснения особенно высоки. Для меня это важный сигнал.
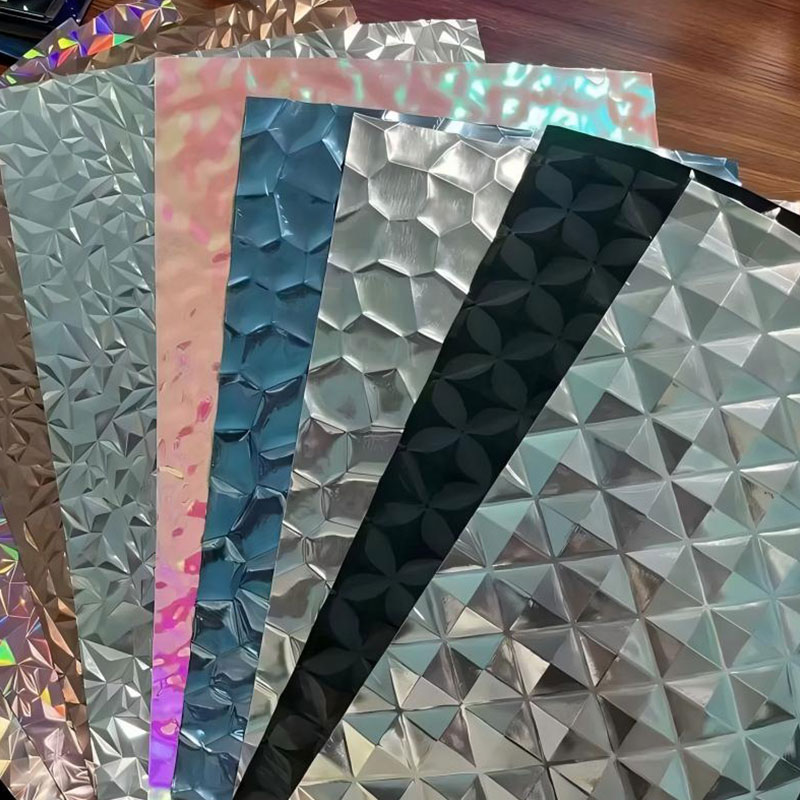
Металлизация — отдельная тема. Напыление в вакууме — это не просто создание зеркальной поверхности. Толщина слоя, его плотность, однородность — всё это влияет на итоговый блеск и, что важно, на сопротивление разрыву при переносе. Иногда встречается фольга с так называемым ?пигментным металлическим эффектом? — это когда в слой добавляются микрочастицы для создания матового или цветного оттенка. Технологически это сложнее, и не каждый производитель справляется с равномерностью распределения пигмента.
В теории всё просто: температура, давление, время выдержки. На практике же, каждый материал-основа вносит свои коррективы. Тот же табачный картон, который упоминается в продукции Чуанлун, может иметь разную плотность и поверхностную обработку. Гладкий лакированный картон и пористый немелованный — это две разные вселенные для настройки термопрессе. С первым есть риск недостаточной адгезии, если не подобран правильный температурный режим для активации клеевого слоя фольги. Со вторым — наоборот, фольга может ?утонуть? в пористой структуре, и края тиснения получатся размытыми.
Один из наших провалов был связан как раз с бумагой для сигаретных фильтров. Заказ требовал тонкого контурного тиснения логотипа. Мы взяли стандартную фольгу с высоким глянцем. И получили неконтролируемое растекание металлизированного слоя по волокнам бумаги. Логотип ?поплыл?. Проблема была в том, что адгезивный слой фольги был слишком жидким при нагреве для данной конкретной основы. Пришлось искать фольгу со специальным быстросхватывающимся адгезивом. Вот тут-то и важна возможность диалога с технологами производителя, а не просто покупка с полки.
Давление — ещё один коварный параметр. Слишком высокое давление может ?продавить? тонкую фольгу, особенно если в основе есть рельеф, и вместо чёткого оттиска получить разрыв металлизированного слоя. Особенно это критично при работе с текстурированными материалами или при тиснении на уже готовую, сложенную упаковку, где площадь контакта неравномерна.
Сейчас тренд на экологичные материалы — это данность. Но в случае с металлизированной фольгой для термопереносов возникает вопрос: а что именно экологичного? Полиэфирная плёнка-носитель после переноса отправляется в утиль — это отход. Можно ли её перерабатывать? Сложный вопрос. Некоторые производители, и ООО Цзянсу Чуанлун здесь не исключение, делают акцент на экологичных водных чернилах в своей линейке. Прямо к фольге это может не относиться, но показывает общий вектор развития компании в сторону более безопасных производственных решений. Возможно, в будущем это коснётся и состава слоёв фольги, например, переход на биоразлагаемые лаковые основы.
Однако заказчик премиального сегмента часто в первую очередь спрашивает не про экологию, а про стойкость. Упаковка дорогого коньяка или сигарет должна сохранять безупречный вид. Здесь проверяется всё: устойчивость к истиранию, к перепадам влажности, к ультрафиолету. Металлизированный слой, не защищённый дополнительным лаком, может со временем тускнеть или окисляться. Поэтому в высококачественной фольге часто используется защитное покрытие поверх металлизации. Но это, опять же, усложняет процесс и может влиять на чёткость переноса мелких деталей.
Мы проводили сравнительные тесты на стойкость к истиранию. Брали образцы фольги от разных поставщиков, делали тиснение на одинаковый картон и проводили по нему абразивной головкой определённое количество циклов. Разница была заметна невооружённым глазом: у одних блеск стирался до основы, у других — лишь слегка матировался. Это вопрос качества и толщины металлизированного слоя, а также прочности его сцепления с нижними слоями.
Универсальной фольги ?на все случаи жизни? не существует. Это миф. Для тиснения на кожу (а в ассортименте Чуанлун есть кожевенная трансферная плёнка, что говорит о компетенции в смежных областях) нужна одна химия адгезива, для пластика — другая, для различных видов бумаги — третья. Производитель, который заявляет о широком ассортименте функциональных плёнок, по идее, должен иметь и дифференциацию внутри линейки металлизированной фольги для термопереноса.
Например, для пищевой упаковки может быть критично отсутствие миграции веществ — фольга не должна передавать какие-либо компоненты на продукт, даже если не контактирует с ним напрямую, а находится на внешнем слое. Это требует специальных сертификатов и контроля сырья.
Ещё один нишевый запрос — тиснение на уже готовые изделия сложной формы. Допустим, на пластиковую бутылку с рельефом. Здесь нужна фольга с повышенной эластичностью и способностью к растяжению без разрыва металлического слоя. Технология изготовления такой фольги на порядок сложнее, и её предлагают далеко не все.
Итак, если резюмировать разрозненные мысли. Выбирая фольгу, нельзя ориентироваться только на образец в каталоге. Нужно запрашивать тестовые рулоны и делать пробное тиснение на именно том материале, с которым предстоит работать. Обязательно тестировать на стойкость к внешним воздействиям, если это требуется.
Важно понимать, с каким производителем ты работаешь. Наличие собственных исследований и разработок, как у упомянутой компании, — хороший знак. Это потенциально означает, что они могут адаптировать продукт под нестандартную задачу или дать квалифицированную консультацию по настройке пресса.
И главное — помнить, что металлизированная фольга для термопереноса это не украшение, а сложный композитный материал. Его поведение на производстве — это результат взаимодействия всех его слоёв с основой, температурой и давлением. Неудача в тиснении далеко не всегда вина оператора или пресса. Часто корень проблемы — в несоответствии фольги конкретным условиям. И эту истину понимаешь только после нескольких дорогостоящих браков.