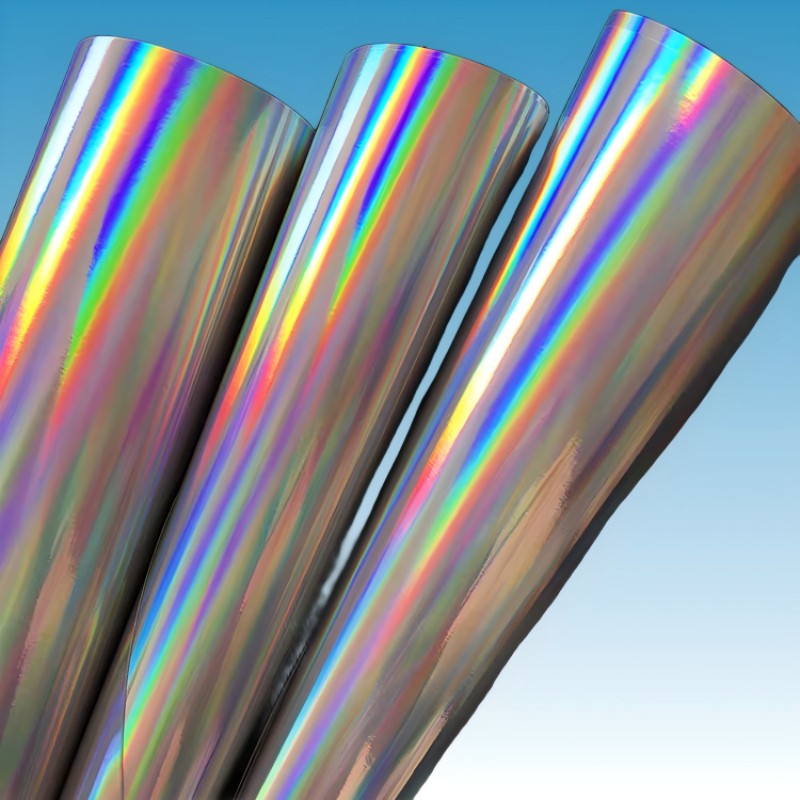

Когда говорят ?термотиснёная фольга высокого блеска?, многие сразу представляют себе просто очень яркую, зеркальную поверхность. Но в реальной работе с упаковкой, особенно премиум-сегмента, всё упирается в детали, которые этот блеск должен выдержать: адгезия на сложных лаках, стойкость к истиранию после тиснения, и главное — как этот блеск ведёт себя под разными углами и при разном освещении. Частая ошибка — гнаться за максимальным глянцем в ущерб укрывистости или стойкости к царапинам. Самый ослепительный образец на стенде может оказаться капризным на производственной линии.
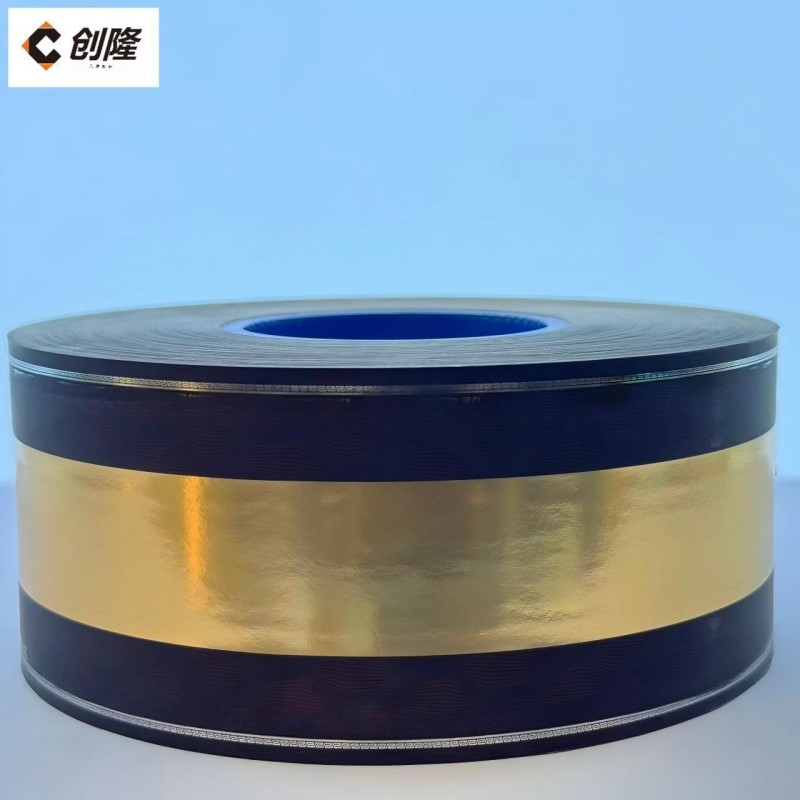
Здесь всё начинается с подложки и разделительного слоя. Если слой, который отделяет носитель от рабочего слоя, нестабилен, то при тиснении ты получишь не идеальную зеркальную поверхность, а что-то с мелкими разрывами или, что хуже, с ?туманным? эффектом. Особенно это заметно на больших сплошных площадях. Мы как-то работали над упаковкой для подарочного алкоголя — заказчик хотел именно глубокий, ?влажный? блеск на чёрном фоне. Первые образцы с обычной высокоглянцевой фольгой давали холодный, почти металлический отблеск, который не сочетался с дизайном. Проблема была в структуре металлизированного слоя.
Пришлось копать глубже, экспериментировать с толщиной напыления и, что важно, с последующим защитным слоем. Оказалось, что для того самого ?глубокого? блеска нужен не просто алюминий, а определённая комбинация с прозрачным лаковым слоем поверх, который играет роль линзы. Это уже вопрос к производителю фольги. В этом контексте интересен подход некоторых поставщиков, которые фокусируются на функциональных плёнках и покрытиях как на системе. Например, ООО Цзянсу Чуанлун Новые Материалы и Технологии в своей линейке позиционирует не просто изделия из фольги, а материалы для покрытия фольги горячего тиснения. Это важный нюанс — они работают над связкой ?основа-покрытие?, что напрямую влияет на конечный блеск и его стойкость.
Ещё один практический момент — совместимость с материалом-основой. Высокий блеск может ?просесть? или дать искажения, если основа (та же бумага для премиальной упаковки или табачный картон) имеет неидеальную гладкость. Иногда нужно идти на компромисс: либо дополнительно каландрировать основу, либо подбирать фольгу с более пластичным клеевым слоем, который заполнит микронеровности. Но последнее может слегка приглушить тот самый зеркальный эффект. Баланс — вот что решает.
Самое большое разочарование наступает, когда пробный оттиск на маленьком образце идеален, а при запуске в тираж начинаются проблемы. С термотиснёной фольгой высокого блеска часто вылезает проблема с термостойкостью носителя. При длительном тиснении, особенно на автоматических линиях с высокой скоростью, подложка может начать деформироваться от нагрева, и это тут же сказывается на равномерности натяжения. Блеск становится полосатым.
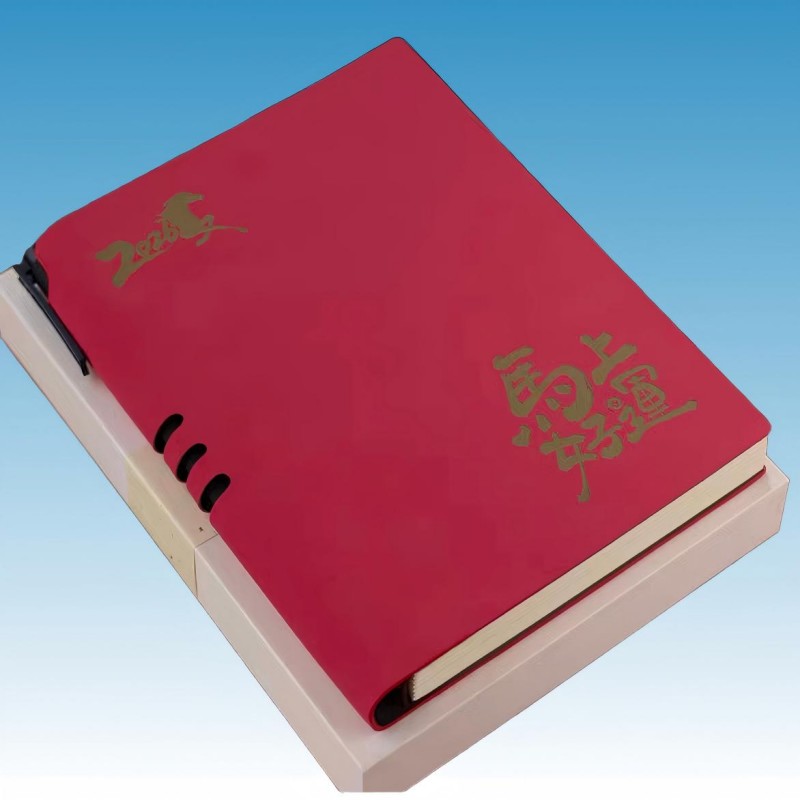
Был у нас случай с тиснением на обложках ежедневников. Фольга блестела прекрасно, но после двух недель складирования в паллетах готовые тиснёные участки на нижних коробках слегка матовались — проявился эффект ?усталости? защитного слоя под давлением. Пришлось вместе с технологами завода-изготовителя пересматривать рецептуру верхнего лака, делая его не только блестящим, но и более механически прочным. Это как раз та область, где исследования в области функциональных плёнок, подобные тем, что ведёт ООО Цзянсу Чуанлун, критически важны. Их акцент на разработке и производстве специальных материалов — не маркетинг, а необходимость для решения таких специфичных задач.
И конечно, стоимость. Фольга с по-настоящему стабильным высоким блеском, которая не капризничает на линии и стареет, стоит дорого. Часто заказчик, увидев цену, просит ?что-то похожее, но подешевле?. И вот тут начинаются танцы с бубном: можно снизить толщину металлизированного слоя, упростить защитное покрытие. Результат часто виден только в сравнении: две упаковки рядом, и одна выглядит ?богато?, а вторая — просто блестящей. Разница в восприятии огромна.
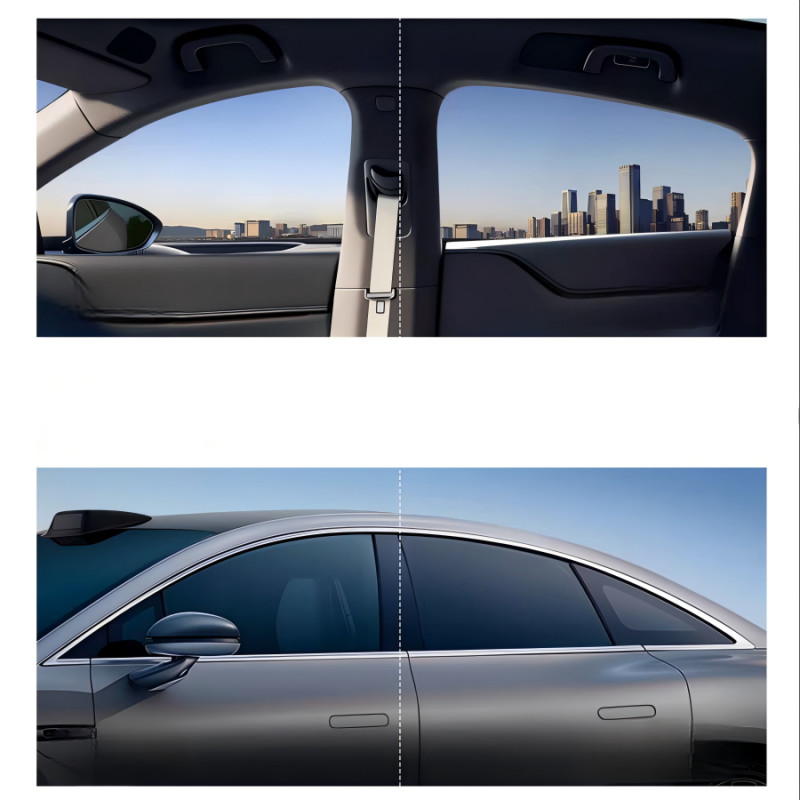
Идеальное применение для такой фольги — небольшие, но ключевые акценты. Логотип на бутылке дорогого коньяка, рамка на подарочной коробке, тиснение на визитке премиум-класса. Здесь блеск работает на эмоцию. А вот делать сплошное тиснение на большой площади — рискованно. Во-первых, это огромный расход материала, во-вторых, любая микронеровность основы или малейшая нестабильность температуры клише будет заметна как на ладони. Получится не роскошь, а дешёвый эффект.
В табачной отрасли, для которой, кстати, https://www.chuanglong.ru производит специальные материалы, подход иной. Тиснение на пачках часто тоньше, менее броское, но должно быть невероятно стойким к постоянному трению в кармане. Блеск здесь может быть не таким агрессивно-зеркальным, но обязательно ровным и долговечным. Это другой технологический вызов.
Мы пробовали использовать суперблестящую фольгу для тиснения на этикетках массового сегмента. Итог: производственные простои выросли (фольга рвалась чаще из-за более тонкой и требовательной подложки), а потребитель в супермаркете разницы с обычной глянцевой фольгой не заметил. Вывод: технология должна соответствовать задаче. Не нужно применять инструмент хирурга для рубки дров.
Качество фольги начинается с химии. Состав разделительного слоя, клеевой системы, лака — всё это ноу-хау производителя. Когда видишь в портфолио компании, как у ООО Цзянсу Чуанлун Новые Материалы и Технологии, упор на научно-исследовательскую деятельность и собственный импорт-экспорт, это говорит о потенциально более глубоком контроле над цепочкой и возможностях для кастомизации. Не просто продать рулон с полки, а адаптировать материал под конкретный вид табачного картона или специальной бумаги для упаковки.
Например, их упоминание о функциональных плёнках для покрытия фольги горячего тиснения — это как раз про ту самую ?доработку? базового продукта под нужды конкретного производства. Возможно, это добавление антистатических свойств, чтобы фольга не залипала при размотке, или специальных модификаторов для повышения адгезии к сложным УФ-лакам, которые сейчас в моде в дизайне упаковки.
Работая с разными поставщиками, замечаешь разницу: одни присылают технические паспорта с десятком общих параметров, другие — с конкретными рекомендациями по температурным режимам для разных основ, результатами тестов на истирание и миграцию пластификаторов. Вторые, как правило, и делают тот самый продукт, на котором можно работать без сюрпризов. Их фольга может и не быть самой блестящей на стенде, но на линии она даст предсказуемый и качественный результат. А в конечном счёте, это и есть настоящий ?высокий блеск? — не только визуальный, но и технологический.
Так что, если резюмировать опыт, термотиснёная фольга высокого блеска — это не волшебная плёнка, а комплексный продукт. Его успех зависит от трёх столпов: передовой химии покрытий у производителя, глубокого понимания основ и процессов у полиграфиста, и трезвой постановки задачи у дизайнера/заказчика. Гнаться за абсолютным зеркалом без оглядки на остальное — путь к браку и разочарованию.
Сейчас рынок движется в сторону более умных, специализированных решений. Уже недостаточно просто сказать ?дайте самую блестящую?. Нужно запрашивать фольгу, оптимизированную, например, для тиснения на конкретном типе ламинированного картона или с повышенной стойкостью к спиртовым растворам (для барной упаковки). И здесь как раз ценны производители с исследовательским уклоном, которые могут не просто продать, а проконсультировать и предложить решение под капризный проект.
В конечном счёте, идеальный блеск — тот, который остаётся идеальным не только в момент оттиска, но и через год после того, как продукт попал в руки к конечному пользователю. И достичь этого можно только когда все звенья цепочки — от разработчика материалов, как например команда в Чуанлун, до оператора тигельного пресса — понимают, что за магией этого сияния стоит тяжёлая работа инженеров и химиков. Блеск должен быть не только виден, но и проверен временем и эксплуатацией.