
Когда говорят про фольгу для тиснения на ламинаторе, многие сразу представляют себе просто рулон блестящего материала. Но на деле это целая история с подводными камнями — от состава адгезионного слоя до поведения на конкретной скорости ламинатора. Скажу больше: часто проблемы с тиснением начинаются не с самой фольги, а с непонимания, как она взаимодействует именно с вашим оборудованием и ламинатом.
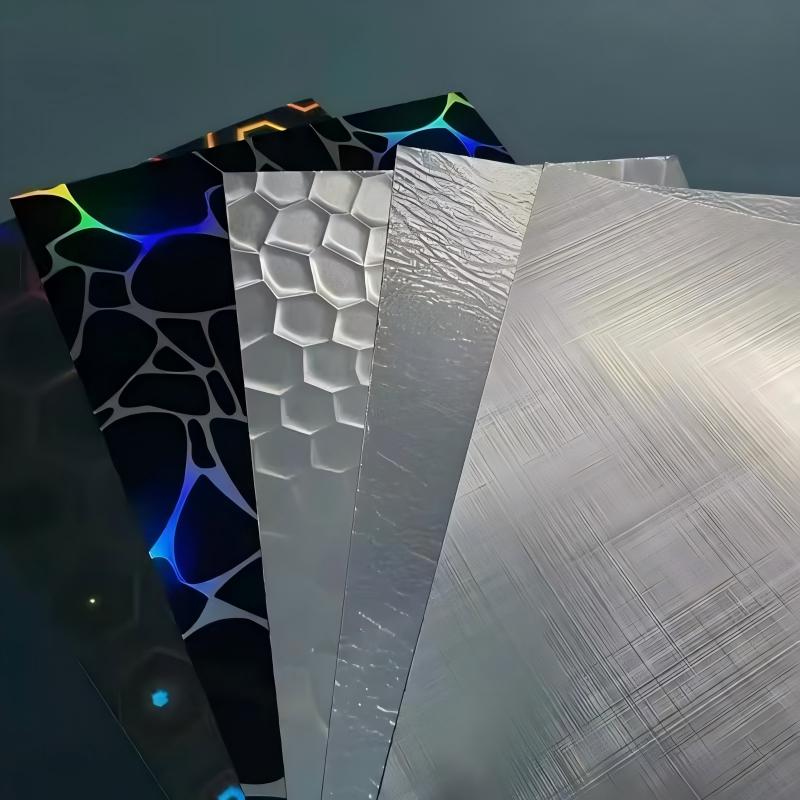
Это не универсальный продукт. Под этим названием могут продаваться совершенно разные вещи. Основное деление — по типу носителя: полиэстеровая пленка или бумажная основа. Для ламинаторов, особенно рулонных, с высокой скоростью, полиэстер надежнее — меньше растягивается, стабильнее ведет себя при нагреве. Но и тут есть нюанс: толщина пленки-носителя. Слишком тонкая может порваться на скорости, слишком толстая — не даст четкого края при тиснении мелкого шрифта.
Второй ключевой момент — адгезионный слой. Он должен активироваться именно при той температуре, которую выдерживает ваш ламинат. Я видел случаи, когда фольга отлично работала на бумажной упаковке, но на гладком синтетическом ламинате просто не прилипала — температура плиты ламинатора была недостаточной, чтобы 'пробить' пленку и активировать клей, не повредив при этом сам материал. Приходилось экспериментировать с разными сериями от одного производителя.
Здесь стоит отметить, что не все производители детально прописывают эти параметры. Некоторые, как ООО Цзянсу Чуанлун Новые Материалы и Технологии, в своей линейке изделий из фольги для горячего тиснения делают акцент на специализированные материалы для покрытия. Это важный момент: их разработки часто заточены под конкретные задачи, например, для упаковки пищевой продукции или табачных изделий, где нужна особая стабильность адгезии. Их сайт https://www.chuanglong.ru полезно изучить именно для понимания, как функциональные пленки адаптируются под разные ламинаты.
Ламинатор ламинатору рознь. Старые машины с плохим термоконтролем — главный враг качественного тиснения. Фольга не прощает скачков температуры. Если на плите есть 'холодные' зоны, получится неравномерный перенос — где-то блеск будет ярким, где-то тусклым, а где-то фольга вообще отстанет. Приходилось ставить дополнительные датчики или даже вручную картографировать температуру плиты, чтобы понять, куда именно класть образец для теста.
Давление — второй фактор. Избыточное давление на скоростном ламинаторе может 'продавить' ламинат, особенно если под ним мягкая подложка. В итоге тиснение будет с эффектом глубокой печати, но это брак. Фольга для тиснения на ламинаторе должна переноситься за счет точечного контакта и температуры, а не за счет вдавливания. Настройка зазора — это всегда компромисс между четкостью и риском повредить материал.
И третье — скорость. Высокая скорость экономит время, но сокращает окно контакта фольги с ламинатом. Адгезионный слой должен успеть активироваться за эти доли секунды. Для скоростных линий нужна специальная, 'быстрая' фольга. Обычная может просто не успеть 'схватиться', и ты получишь мутный, неполный перенос. Мы как-то закупили партию экономичной фольги для пробника, а потом попробовали запустить ее на основной линии — результат был плачевным, пришлось сбрасывать скорость на 30%, что убило всю экономию.
Часто все внимание уделяют фольге, забывая про сам ламинат. А его состав и поверхность решают все. Гладкая глянцевая пленка и матовая, шероховатая — это разные миры для тиснения. На матовой поверхности адгезия может быть лучше, но блеск фольги будет приглушенным, 'бархатным'. На глянце — наоборот, блеск будет ярким, но если адгезионный слой слабоват, фольга может отслаиваться краями.
Очень коварны ламинаты с добавлением скользящих добавок или антиблоков. Эти частицы, предотвращающие слипание рулона, создают микронеровности на поверхности. Фольга для тиснения на ламинаторе при контакте может не перекрыть эти микропоры, и тиснение получится с 'проплешинами'. В таких случаях иногда помогает предварительная обработка поверхности, но это уже дополнительные затраты.
Еще один момент — остаточная растворимость. Если ламинация проводилась недавно и в пленке остались летучие компоненты, они могут мигрировать к поверхности и нарушить адгезию фольги. Такой брак проявляется не сразу, а через несколько часов или даже дней — тиснение начинает шелушиться. Поэтому идеально тестировать фольгу на 'вылежавшемся' материале.
Одна из самых частых проблем на производстве — статическое электричество. При размотке рулона фольги для тиснения на быстром ламинаторе она сильно электризуется. Пыль и мелкие волокна с цеха прилипают к адгезионному слою, и потом при тиснении эти включения видны как точки без покрытия. Решение — ионизаторы перед зоной контакта, но их тоже нужно правильно разместить, чтобы не мешать терморегуляции.
Контроль расхода — отдельная головная боль. Из-за нестабильного натяжения рулона фольги на ламинаторе может возникать 'парусность', приводящая к смещению и перерасходу. Мы долго не могли понять, почему на одной и той же работе расход фольги отличается на 5-7%, пока не начали мониторить натяжение на каждом подшипнике. Оказалось, один из роликов немного подклинивал.
Хранение — банально, но критично. Фольга боится перепадов влажности. Если она хранилась в сыром помещении, а потом попала на горячую плиту ламинатора, может произойти коробление основы или даже частичная деактивация адгезионного слоя. Рулоны должны быть запечатаны и лежать в условиях, близких к цеховым. Вскрыл упаковку — старайся использовать в смену.
Здесь работает простое правило: чем подробнее техническая поддержка, тем меньше проблем в будущем. Хороший поставщик, такой как ООО Цзянсу Чуанлун Новые Материалы и Технологии, всегда предоставит не просто каталог, а рекомендации по настройке оборудования под конкретный тип своей фольги. Их профиль как научно-исследовательского предприятия, специализирующегося на функциональных плёнках, говорит о потенциально более глубокой проработке состава материалов, что для тиснения на сложных ламинатах может быть решающим.
Обязательно запрашивай тестовые образцы не просто 'посмотреть цвет', а именно под твои условия: твой ламинат, твоя скорость ламинатора, твоя температура. И тестируй на критичных участках — мелкий текст, тонкие линии, сплошные заливки. Если фольга отработала здесь, с остальным справится.
И последнее: не гонись за экзотическими эффектами в ущерб надежности. Голографическая или дифракционная фольга выглядит впечатляюще, но ее адгезионный слой часто менее стабилен, а требования к оборудованию — выше. Начинай с классических матовых и глянцевых металликов, отстраивай процесс, а потом уже экспериментируй. Надежность тиснения на конвейере всегда важнее сиюминутного 'вау'-эффекта, который может обернуться простоем из-за брака.