
Когда говорят ?фольга для тиснения?, многие сразу представляют горячий станок и разогретый клише. Но холодное тиснение — это отдельная вселенная, где адгезия, вязкость клея и поведение плёнки под давлением играют куда более тонкую роль. Частая ошибка — считать, что любая металлизированная плёнка сработает. На деле, неудачи в 80% случаев связаны как раз с непониманием специфики материала, а не с настройками оборудования.
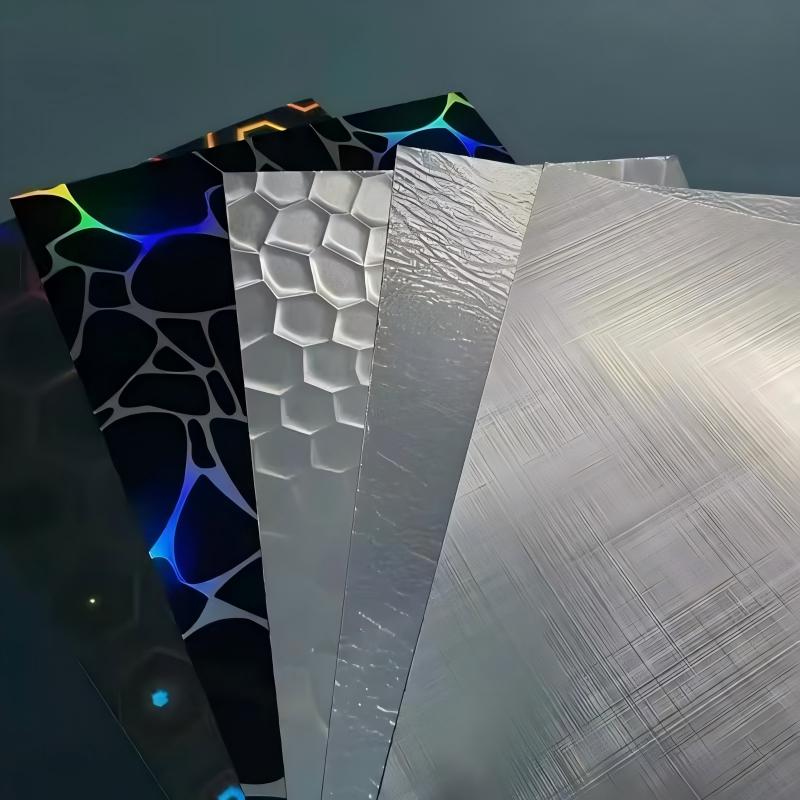
Если отбросить маркетинг, то фольга для холодного тиснения — это многослойная структура, где несущая полиэстеровая плёнка, слой разделительного лака, металлическое напыление (чаще алюминий) и адгезионный слой должны быть сбалансированы под УФ-клей. Вот это ?под? — ключевое. Клей полимеризуется ультрафиолетом и мгновенно схватывает металлизированный слой. Если адгезионный слой плёнки не ?подружить? химически с конкретной рецептурой клея, получится либо отскок, либо тусклый, рваный перенос.
Раньше мы долго экспериментировали с европейскими плёнками, но часто сталкивались с капризностью на скоростных линиях при печати на картоне для премиальной упаковки. Плёнка либо не полностью переходила, либо требовала идеально выверенной дозировки клея, что на практике трудноосуществимо. Пока не начали тестировать материалы от производителей, которые изначально затачивают продукцию под современные УФ-системы. Например, в ассортименте ООО Цзянсу Чуанлун Новые Материалы и Технологии есть линейка функциональных плёнок, включая решения для тиснения. Их подход к адгезионным слоям заметно отличается — чувствуется, что разработки велись с оглядкой на реальные производственные условия, а не только на лабораторные тесты.
Важный нюанс, о котором редко пишут в спецификациях: поведение плёнки при изменении температуры в цеху. Осенью, когда отопление ещё не дали, некоторые партии фольги для холодного тиснения вели себя абсолютно иначе, чем летом — становились более жёсткими, что влияло на угол отрыва и чистоту контура. Пришлось вести журнал и эмпирически выводить поправочные коэффициенты для давления.
Можно иметь идеальную плёнку, но испортить всё клеевым слоем. УФ-клей для холодного тиснения — это отдельная наука. Его вязкость, скорость полимеризации и конечная липкость должны быть синхронизированы со скоростью линии и типом запечатываемого материала. Одна из наших неудач — работа с лакированной поверхностью табачного картона. Стандартный клей ?садился? пятнами, металлический слой переносился неравномерно. Проблема была в том, что лак создавал низкопроницаемую поверхность, и клей не успевал закрепиться.
Решение пришло со стороны специализированных материалов. В том же портфеле Чуанлун, наряду с плёнками, есть экологичные водные чернила и функциональные покрытия. Их эксперты как раз отмечали, что для сложных поверхностей (та же лакировка, полипропилен, некоторые виды плёнок) нужен не просто клей, а целая система: грунтовочный слой (праймер) или специально модифицированный клей. После перехода на такую систему брак упал с 15% до приемлемых 1-2%. Это тот случай, когда продукцию нужно рассматривать не поштучно, а в связке.
Сейчас, кстати, тренд — это снижение энергопотребления. Холодное тиснение и так выигрывает у горячего по этому параметру, но и здесь есть куда расти. Новые поколения УФ-ламп и LED-систем полимеризации требуют от клеев и, что важно, от адгезионного слоя фольги иной скорости реакции. Материалы, которые хорошо работали под ртутными лампами, могут ?не успевать? под LED. Это тоже точка роста для производителей вроде ООО Цзянсу Чуанлун, которые занимаются собственными разработками.
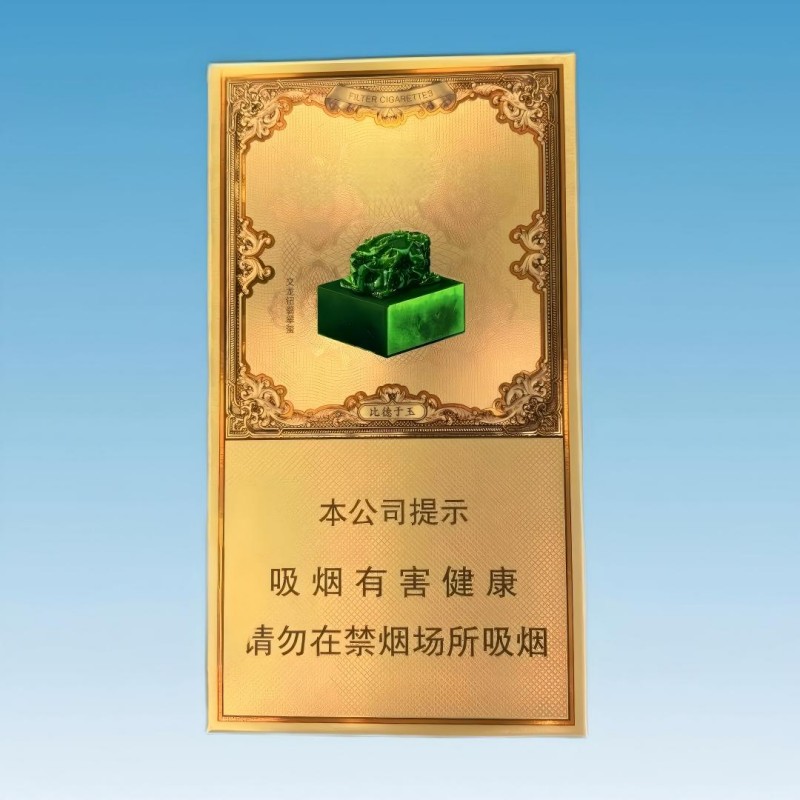
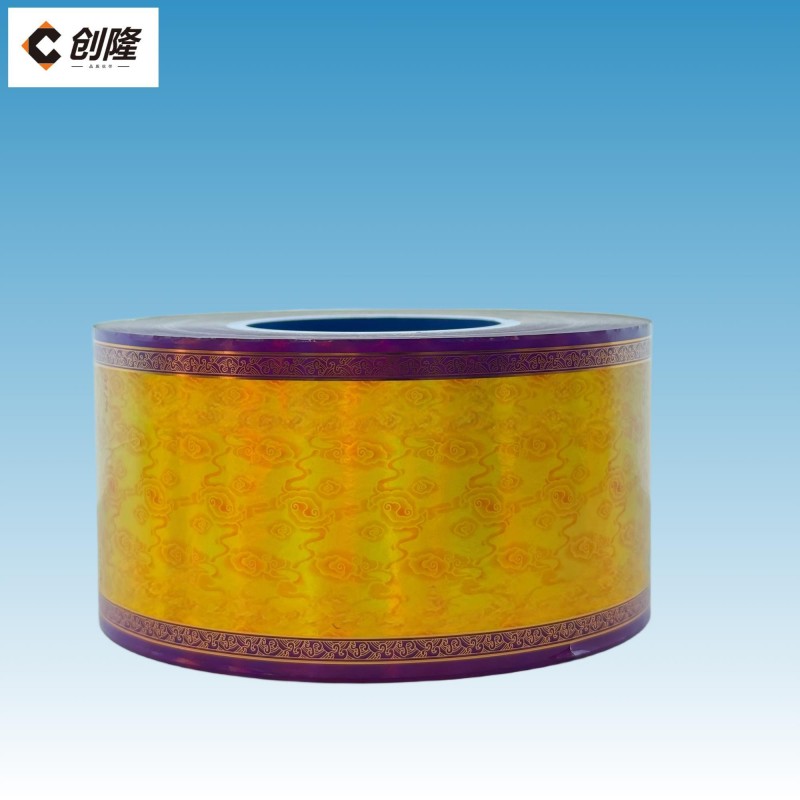
Возьмём, к примеру, упаковку для табачной отрасли — один из ключевых сегментов для холодного тиснения. Здесь требования к чёткости микрошрифта на фильтровой бумаге и устойчивости к истиранию — запредельные. Обычная фольга для холодного тиснения может не выдержать автоматической упаковки на высоких скоростях — металлизированный слой стирается. Пришлось искать материал с усиленным защитным слоем поверх металлизации. Упомянутая компания, как производитель специальной базовой бумаги для обёртки сигаретных фильтров и табачного картона, понимает эти нюансы изнутри, поэтому их плёночные решения для этого сегмента часто имеют дополнительное прозрачное покрытие, повышающее износостойкость.
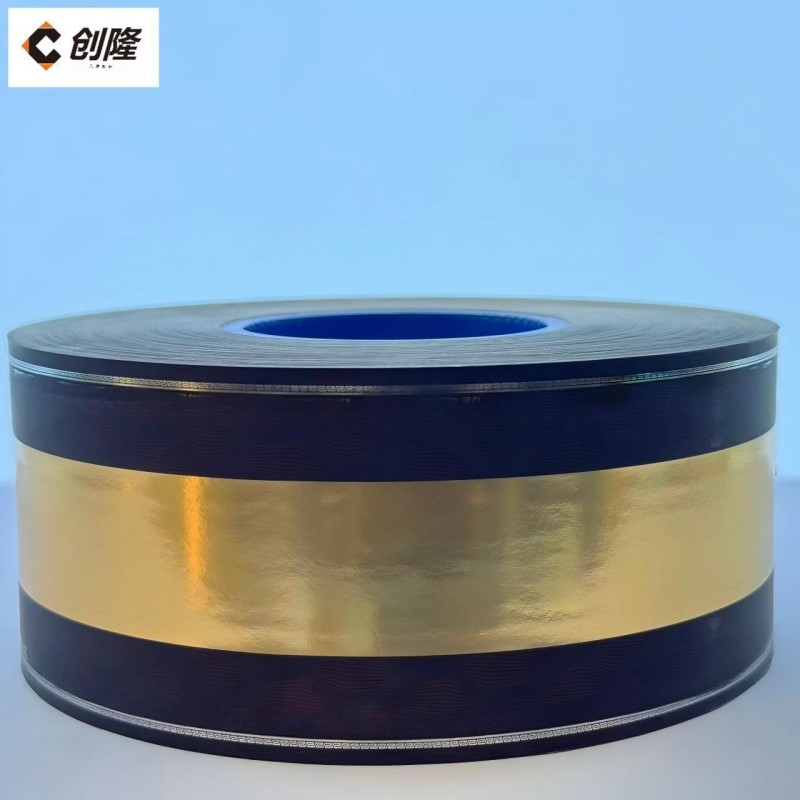
Другой случай — декор подарочной упаковки для алкоголя. Здесь важен не столько тактильный рельеф (как при горячем тиснении), а безупречная зеркальность и цветовая насыщенность (например, золото или цветное тиснение). Но картон для такой упаковки часто имеет текстурированную, рыхлую поверхность. Если клей слишком жидкий, он уходит в поры картона, и фольге не за что зацепиться. Если слишком густой — ложится неравномерно. Спасает комбинация: умеренно вязкий клей и плёнка с высокоадгезионным, но эластичным слоем, который компенсирует неровности основы. Подбор такой пары — всегда история нескольких пробных запусков.
А вот неудачный опыт: попытка сделать холодное тиснение на внутренней подложечной бумаге с силиконовым покрытием. Задача была — нанести логотип. Но силикон, отталкивающий всё, сделал невозможной адгезию стандартного УФ-клея. Плёнка отскакивала целыми листами. Тогда стало ясно, что для таких экзотических основ нужны либо предварительная коронарная обработка, либо абсолютно иная, агрессивная химия клея, что может быть небезопасно для пищевой упаковки. От проекта отказались, но урок усвоен: всегда сначала тестируй на совместимость всех слоёв, а не только верхнего.
Нет универсального решения. Фольга, идеально работающая на оборудовании Bobst, может показать себя не лучшим образом на каком-нибудь азиатском аналоге. Всё упирается в механизм прижима и отрыва, точность дозировки клея и стабильность скорости. Мы работали с линией, где был небольшой люфт в валах — это приводило к микроскопическому смещению, и на сложном орнаменте появлялись ?проплешины?. Проблему решили не регулировкой станка (это требовало долгого простоя), а переходом на более ?прощающую? плёнку — с чуть более толстым и пластичным адгезионным слоем, который компенсировал неточность механики.
Ещё один момент — ширина рулона и натяжение. При работе с широкоформатной печатью (например, для отделки скатертей или покрытий столов, где используются похожие технологии переноса рисунка) внутреннее напряжение в рулоне плёнки может привести к её короблению на линии. Рулон должен быть намотан идеально ровно. Здесь надёжность поставщика, который контролирует этот параметр, бесценна. Если материал поставляется в неровных рулонах, о стабильном тиснении можно забыть.
Часто спрашивают про сроки хранения. Фольга для холодного тиснения — не вечная. Адгезионный слой может терять активность, особенно при хранении в неподходящих условиях (влажность, перепады температур). Была история, когда партия, пролежавшая на складе больше заявленного срока, начала отставать по краям. Пришлось срочно менять. Теперь строго следим за логистикой и ротацией запасов, особенно когда работаем с импортными материалами, путь которых долог.
Тренд на устойчивое развитие давит на все отрасли, и упаковка — в авангарде. Холодное тиснение здесь в выигрышной позиции: нет высоких температур, энергозатраты ниже. Но следующий шаг — это биоразлагаемые или легко отделяемые плёнки. Полиэстеровая основа, которая сейчас является стандартом, — это пластик. Идут разработки по созданию плёнок на основе целлюлозы или других компостируемых материалов. Пока это дорого и капризно, но направление перспективное. Компании, которые, как ООО Цзянсу Чуанлун Новые Материалы и Технологии, заявляют об экологичных водных чернилах и специализируются на функциональных плёнках, скорее всего, уже ведут такие исследования.
Другое направление — мультифункциональность. Почему плёнка должна только блестеть? Можно ли в её структуру заложить, например, антибактериальные свойства или индикаторы свежести для пищевой упаковки? Технически — да. Это вопрос стоимости и технологичности нанесения таких слоёв. Но для премиальных сегментов, где уже сейчас применяется холодное тиснение (алкоголь, парфюмерия), такая добавленная стоимость может быть востребована.
В итоге, выбор фольги для холодного тиснения — это никогда не просто ?возьми ту, что подешевле?. Это всегда компромисс между стоимостью, поведением на конкретном оборудовании, типом запечатываемого материала и конечными требованиями к изделию. И главный совет, который я вынес за годы работы: находите не просто поставщика, а технологического партнёра, который готов разбираться в вашем процессе. Как, например, структуры, которые не только продают плёнку, но и сами разрабатывают чернила, бумагу и покрытия, а значит, видят картину целиком. Это сильно сокращает путь от пробного образца до стабильного, качественного тиснения на готовой продукции.